Барабанният вулканизатор енаключово оборудване в производството на гумени листове, конвейерни ленти, гумени подове и др. Продуктът се вулканизира и формова чрез висока температура и високо налягане. Основните му компоненти включват главен вулканизиращ барабан, стоманена лента под налягане, задвижваща ролка, опъваща ролка и др. Стоманената лента играе ролятаinпренасяне на налягане и топлина в процеса на вулканизация и е важен компонент за осигуряване на качеството на продукта.
Втвърдените чрез утаяване ленти от неръждаема стомана, които се използват широко в барабанни вулканизатори, имат отлични характеристики: най-представителният е Mingke MT1650, където 1650показва, че якостта на опън на настоманаis1650N/mm²мартензитна неръждаема стоманаВъз основа на площта на напречното сечение на стоманената лента можем да изчислим максималната сила на опън на стоманената лента. Якостта на опън на стоманената лента е само референтна стойност, а силата на опън, която тя понася, е пряко свързана с експлоатационния живот. Освен това, действителното време на работа на стоманената лента, видътsна произвежданите продукти и ежедневната поддръжка на стоманената лента са фактори, които влияят върху експлоатационния ѝ живот.
С развитието на технологиите, мартензитната неръждаема стомана MT1650 от Mingke се използва зряло в барабанни вулканизатори, което не само достига производственото ниво в Европа, но и има повече предимства по отношение на икономиката. Валежно втвърдяващата се неръждаема стомана Mingke MT1650 е нисковъглеродна валежно втвърдяваща се мартензитна неръждаема стомана на базата на хром.,никел,мед. Използва се главно заради високоякостните си характеристики, добрата устойчивост на корозия и не се деформира лесно при термична обработка, като поддържа висока якост, докато температурата достигне около 316 °C. В същото време стоманената лента има добра ремонтопригодност.Dподробното представяне е както следва: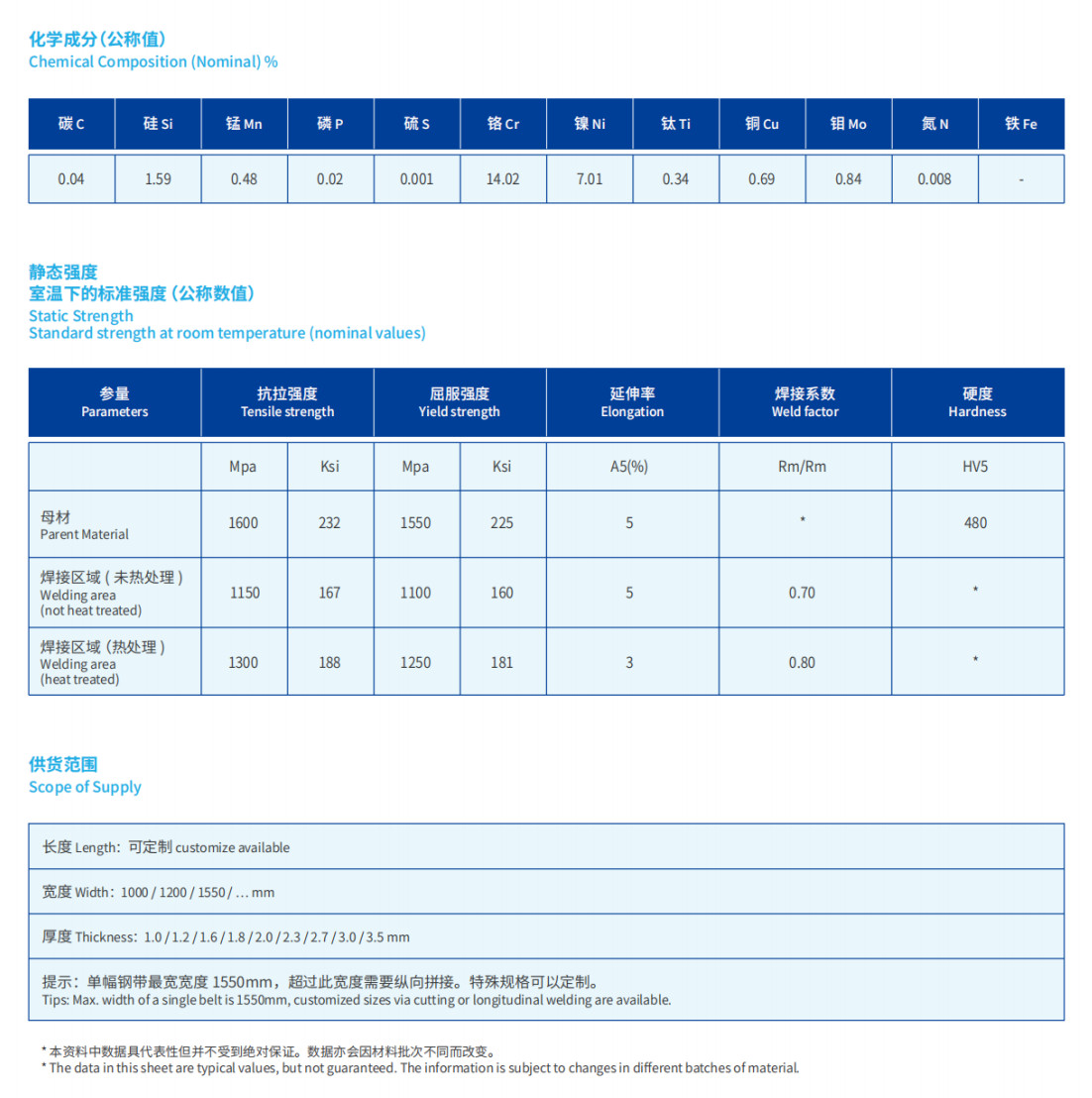
СравненоtoДомашна стоманена телена самозалепваща мрежеста лента, изборът на стоманена лента има следните очевидни предимства:
1) Стоманената лента има дълъг експлоатационен живот, устойчивост на висока температура, не се удължава лесно и поддръжката е проста и удобна, докато стоманената телена самозалепваща мрежеста лента трябва да се залепи отново в краткосрочен план и мрежестата лента се удължава лесно;
2) Качеството на повърхността на продуктите, произведени от стоманената лента, е добро, а плоскостта и гладкостта могат да достигнат високите изисквания за точност на обработка;
3) В стоманената лента няма процес на лепене и оборудването може основно да поддържа 24 часа непрекъсната работа с висока производствена ефективност;
4) Повърхността на стоманената лента може да достигне висока точност на обработка, за да отговори на нуждите на висококачествени продукти;
5) Стоманената лента е лесна за поддръжка и частта може да бъде отстранена чрез изкопаване и ремонт, както и замяна с нова кръпка. Големи участъци могат да бъдат отрязани по дължина и заварени отново в нова секция от стоманена лента.
6) Малката издутинаsна стоманения колан се използва метод на топлинно свиване, което може значително да подобри плоскостта.
7) Ако стоманената лента е надлъжно деформирана по цялата си дължина, няма добър метод за поддръжка. Освен ако не се използва технология за надлъжно снаждане със сложен процес, цената на сложния процес е висока.
Как да използваме по-добре стоманен колан?
Потребителите на стоманени ленти са много загрижени за експлоатационния живот на стоманените ленти. Ние обобщихме следните точки, свързани с експлоатационния живот на стоманените ленти, с надеждата да...помощпо-добре разбирате нашите стоманени колани.
Fпърво, стоманената лента ще понесе твърде голямо напрежениещеповлияят на експлоатационния живот.
Какво е най-доброто напрежение за стоманената лента? Разбира се, колкото по-малко напрежение понася стоманената лента, толкова по-дълъг е животът ѝ, което трябва да се съчетае с нуждите на потребителите за производство на каучукови изделия. Най-общо казано, прилагането на стоманена лента MT1650 в DLG-7Като пример, оборудване 00X1400 на фабриката за каучукови машини № 1 в Шанхай, повечето производствени потребители настройват стойността на хидравличния манометър на около 15~20Mpa. Освен това, поради различните диаметри на хидравличните цилиндри, използвани от вулканизатора на барабана за поддържане на удължителните ролки, специфичните стойности също ще бъдат различни. Моля, консултирайте се с производителя на оборудването за специфичните стойности, посочени в хидравличната таблица на вулканизатора на барабана.
Второ, много потребители смятат, че колкото по-дебел е стоманеният колан, толкова по-дълъг енеговият животпреди да го купите, което всъщност е недоразумение. Въпреки че дебелата стоманена лента може да издържи на удара на твърди предмети в материала и не е лесно да се получат големи вдлъбнатини, дебелата стоманена лента има голям радиус на огъване, което я прави по-чувствителна към умора, причинена от многократно огъване, а напрежението на огъване е по-голямо, така че по-дебелата стоманена лента...може да няма по-дълъг експлоатационен живот.
Освен това, след монтажа на стоманената лента, не е препоръчително веднага да се регулира налягането до стойността, необходима за производството, а налягането трябва да се увеличава постепенно до нормална работа. Температурата на стоманената лента също трябва да се повишава постепенно, за да се намали вътрешното напрежение и деформацията, причинени от термично разширение и свиване, и нагревателното устройство не трябва да се включва, когато вулканизаторът спре да работи.
Накрая, ако са изпълнени следните условияне се обръща вниманиеПо време на употреба стоманената лента също е склонна към повреди:
1) Сериозни повреди на стоманената лента, причинени от неправилна работа. Ако гуменият материал е частично припокрит, чужди предмети, подобни на инструменти за поддръжка, ще попаднат в барабана на вулканизатора, което ще доведе до локална деформация на стоманената лента и ще остави следи по повърхността на продукта.
2) Интервалът за поддръжка е твърде дълъг и повърхността на стоманената лента трябва да се почиства всяка седмица.
3) Лошо качество на вулканизираните суровини. Това се дължи главно на прекомерно локално напрежение, причинено от твърди чужди тела в суровината
4) Оборудването не работи правилно. Например, отклонението на стоманената лента, причинено от различни причини, води до набръчкване на стоманената лента.
5) Ръбът на стоманената лента образуваостъръгъл, който причинява концентрация на напрежение и пукнатини
6) Стоманената лента е лошо почистена,счужди предмети, залепнали по вътрешната повърхност на стоманената лента
7) Гуменият продукт е по-тесен от ширината на стоманената лента, а ръбът на вулканизирания гумен продукт упражнява сила върху същата позиция на стоманената лента за дълго време.
8) Амплитудата на ролката за ръчно регулиране е твърде голяма или барабанният вулканизатор се регулира често.
Някои важни изчисления за барабанни вулканизатори
1. Диаметър и дължина на барабана
Барабанният вулканизатор извършва нагряването, налягането и вулканизацията на продукта върху вулканизиращия барабан. Следователно, диаметърът и дължината на вулканизиращия барабан са едни от най-представителните параметри.
- Общите спецификации на диаметъра на главния барабан са 350, 700, 1000, 1500 и 2000 мм. Съотношението на диаметъра на главния барабан към диаметъра на подчинения барабан е: D0 = 2/3D, а D0 на подчинения барабан не трябва да е твърде малък, в противен случай това ще повлияе на дълготрайността на притискащата лента при огъване. D0 е твърде голям, машината е обемиста и неудобна за работа. Въз основа на горния анализ, диаметърът на главния барабан D за притискащата лента за окачване на стоманена тел е D=700~1000 мм.
- За тънки стоманени ленти е подходящо D=1500~2000 мм. дължината на основния барабан,
- В зависимост от ширината на вулканизирания продукт, едновременно с това трябва да се вземе предвид и проблемът с твърдостта, следователно съотношението дължина-диаметър не трябва да бъде твърде голямо, обикновено е подходящо L/D=1~3.
Второ, дължината и дебелината на притискащия колан
- Наляганетоколане основният компонент за осигуряване на вулканизационното налягане на продукта, а ширината му се определя от максималната ширина на вулканизирания продукт.
-Продължителността на натискаколансе изчислява според структурата на вулканизатора и с намаляването на дължината L се увеличава експлоатационният живот на наляганетоколаннамалява пропорционално.
- Дебелината на притискащата лента също влияе пряко върху якостта на опън, якостта на огъване и дълготрайността на стоманената лента. Следователно, нейната подходяща или неподходяща, ще повлияе пряко върху производителността на барабанния вулканизатор.
- Изчислената оптимална стойност за δ е:
δ =(PDD0 /2E)1/2
δ – дебелината на наляганетоколансм
P-Налягане на вулканизация, кг/㎠
D-Диаметър на вулканизиращия барабан, см
E - Модул на еластичност на стоманена лента kg/㎠
D0 – Минималният диаметър на ролката, през която преминава притискащият колан, обикновено cm в диаметър на горните и долните регулиращи ролки или опъващи ролки
3. Изчисляване на опъването на стоманения колан
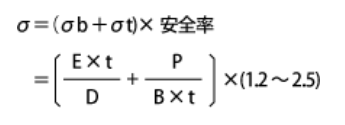
E: Коефициент на еластичност (kgf/mm2)
P: Опъване на стоманения ремък (кг)
D: Диаметър на ролката (мм)
B: Ширина на стоманената лента (мм)
T: Дебелина на стоманената лента (мм)
Например, Shanghai Rubber No. 1 Factory стандартен малък барабан за сяра, диаметър на малкия барабан 400 мм, диаметър на големия барабан 700 мм, диаметър на цилиндъра 100 мм. Налягане 20 MPa. Размерът на стоманената лента е: 7650 * 1,2 * 1380 мм, тогава изчислението е: снимка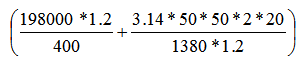 = 783,61 (по-малко от границата на провлачване от 1100 MPa при заваряване)
= 783,61 (по-малко от границата на провлачване от 1100 MPa при заваряване)
σ трябва да бъде по-ниска от якостта на заварената позиция на стоманената лента
Ако имате въпроси или се нуждаете от допълнителна информация, не се колебайте да се свържете с нас~
Време на публикуване: 11 март 2025 г.